MK Machining AT V4 oversert installation and user instruction manualUpdated 2 months ago
MK Machining AT V4 oversert installation and user
instruction manual from John Glidewell:
These tubes (overserts) are snug. Do not force them on the small tube. If you need
to, use a piece of rolled up sand paper and give a few turns inside the oversert. (if
your overserts are too tight, please contact MK Machining for feedback) Go slow, you
want it snug, not tight. This is due to the small tubes having some variation in
diameter. We went this route as the looser fitting tubes would slide forward and
bottom on the glass keeping powder from dropping. The overcerts have a positive
stop built in them; you should feel them stop as you push them on. Slight resistance,
minimal force to slide on.
The tubes are numbered 10, 12 and 18. #10 is for magnum / large kernel powders like
Retumbo / N570. #12 is for powders like Varget and H4350. #18 is for ball powders.
For the #10 and larger powders, you will need to turn down the Bulk speed to 3 or it
will dump too fast and build up on the overcert creating an overthrow. If 3 is still
doing this, go to 2. It does not make a huge difference in overall time for dump. We
are seeing 12 to 15 seconds with larger powders.
The calibration is important as you want to see the small tube as close to .2 as
possible. I set my limits from .19 to .22. So, as long as it is there, you are good to go. If
the shim gets you to a .18 or a .23, you can use the scales level feet to tilt it up or
down. I have had the bubble level at the very top of the level circle and the scale ran
fine, it does not have to be dead center, so don’t be afraid to use the leveling feet.
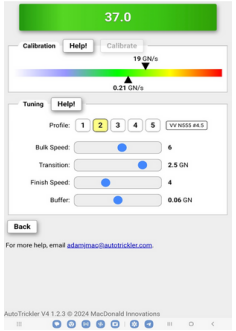
On to the settings:
Bulk is the large tube. I have found this works best at 6, 7 or 8 depending on the
powder. Just play with it. Most of mine are set at 6 or 7.
Transition: This one can be a bit trickier; you must pay close attention. It is the
transition weight where the scale goes from the large tube to the small tube. I set
mine normally at 2.5 or 3 and with bigger powders like N570 or Retumbo 3.5. This is
because, if you watch the transition, the large tube will slow at the 2.5 transition
weight, but as the small tube comes up to speed, and the large tube rolls back during
the transition, there is a rather substantial powder dump, so you must watch the
scale to see where it is right after this transition, where the small tube is running full
Finish Speed: This is the small tube speed. Typically set at 4 to 6. The small tube
must come up to full speed for a brief second so the software can meter properly.
This setting is influenced by the last setting, Buffer. Think of the Finish speed like the
V3 settings. Trying to get the small tube to run at full speed with 1.5 to 2. Grains to
finish the load. Just watch the transition very close and you will see what I am talking
about.
Buffer: This is the most overlooked setting. Buffer is the weight per kernel. So, if you
are running Varget, it is typically .02 grains per kernel. However, it takes a second for
the software to see .02, so I set it to .04. This tells the system to go to the super slow
speed at .04 grains from target weight. If this transition is too fast, it will overthrow.
So, setting out a little farther helps keep the system from overthrowing. N555 is
around .02 to .04 per kernel so .06 is a better buffer setting. The bigger the powder
kernels are the bigger the buffer should be. Double or triple the kernel weight is our
recommended setting.
An example of this issue is where the transition weight is not set high enough and
after the transition, the small tube is only .5 grains from target and cannot slow fast
enough to hit target weight and overthrows.
speed on its own. You want to see the scale weight around 1.5 grains from the target
weight. This is important as the small tube MUST come to full speed so the software
will meter and slow (based on settings) and not overthrow.
NOTE: The relationship between finish speed and buffer size is a balancing act of
speed vs accuracy. The faster you go the more overthrows you will have. The
expectation should be 10 seconds for a throw. My system with powders like H4350,
N555, RL15.5 is running 8-12 seconds per charge with very few overthrows. I can
make it do 6 seconds but the overthrows will triple. Also, remember, some
overthrows are due to kernel size, not the machine. Illustrated below N160:

Make sure your scale is isolated and grounded if you can. (there is a ground on the
back of the scale, clearly marked) Any other electronics sharing the outlet or power
strip provides electronic noise to the scale and creates issues which have nothing to
do with the V4 system. I highly recommend the scale be isolated and plugged into a
line conditioner or UPS to provide a cleaner power signal.
Hopefully this information makes sense and helps define the actual rolls these
settings play. Don’t be afraid to play around with the settings, HOWEVER, give the
system at least 3 throws after making changes as they typically take at least one or
two cycles to settle in.
Thank you again and I hope this helps you get better and more consistent results.